Проблема заточування свердел існує стільки ж скільки існує процес свердління. Найбільш поширена заточка свердел вручну на жорні. Для неї потрібно тільки чавило, доступ до якого мають багато. 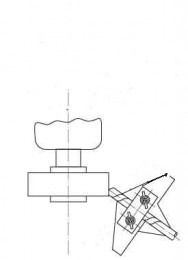
Однак для хорошої заточування потрібна висока кваліфікація заточника, якою володіють далеко не всі. Для полегшення процесу заточення запропоновано багато пристосувань однак вони або складні і дороги або недостатньо ефективні.
Автором розроблена конструкція і виготовлена партія дуже простого і ефективного пристосування для заточування свердел доступного в роботі практично кожному. Висока точність кутів заточування і симетрії досягається за рахунок того, що орієнтування свердла при заточуванні проводиться не по порівняно коротким ріжучих крайок свердла, а по знаачітельно великим крайках пристосування, і симетрії пристосування. Похибка кутів заточування і симетрії визначається точністю зорового візування і не правишает 5град. Крім заточування свердел пристосування дозволяє заточувати викрутки хрестові і шліцьові. Діаметр заточується 1 ... 15мм. Пристосування не потрібно прилаштовувати і кріпити до точив.
Заточувати інструмент вкласти в паз 5 основних 1 і закріпити за допомогою планки 3 і гайок-баранчиків 4. Якщо діаметр інструмента великий (виступає з паза), то планку 3 встановити гладкою стороною до основи (як показано на малюнку). Якщо діаметр малий (не виступає з паза), планку 3 встановити виступом 10 в сторону підстави. Ріжучі кромки свердла, два променя хрестової викрутки, лезо шліцьовій викрутки встановити паралельно площині підстави, як показано на малюнку. Заточувати кінець свердла повинен висуватися з передніх кромок підстави на 5 ... 15мм. Заточувати кінець хрестоподібної викрутки повинен висуватися з задніх крайок підстави на 10 ... 30мм. Заточувати кінець шлицевой викрутки може висуватися в будь-яку сторону з вильотом, як зручніше.
Підводимо кінець свердла закріпленого в пристосуванні до абразивного кругу на висоті осі кола, так щоб кромка 6 була горизонтальна і паралельна утворює кола а хвостовик свердла опущений вниз на 30..40град. Заточуємо першу ріжучі кромки свердла. Потім відвівши свердло з пристосуванням повертаємо його на 180град щодо осі свердла. Підводимо його як і раніше, але вже кромкою 7. заточувати другу ріжучі кромки. Перевіряємо візуально довжини ріжучих крайок свердла. Для цього розглядаємо профіль режушая частини свердла на світлому фоні. Коротшу ріжучі кромки свердла заточуємо повторно до досягнення рівності довжин крайок. Для лівого свердла заточку ведемо аналогічно, з відзнакою тільки в тому, починаємо заточку підбиваючи кромку 7 підстави пристосування.
Підводимо кінець викрутки закріпленої в пристосуванні до абразивного кругу на висоті осі кола. Основа повинна вити горизонтально, а кромка 9 паралельна утворює кола. Заточуємо перший промінь хреста викрутки. Потім відвівши викрутку з пристосуванням і повернувши його на 180град. щодо осі викрутки заточуємо протилежний промінь хреста. Підправляємо заточку до досягнення рівності довжин променів. Потім повернувши викрутку в пристосуванні на 90град. аналогічно заточуємо другу пару променів.
|

